

Producent paneli ogrodzeniowych miał problem ze zbyt dużą zmiennością grubości powłoki emalierskiej. Pięcioletnia gwarancja antykorozyjna jaką oferuje swoim klientom wymaga zapewnienia minimalnej grubości powłoki 80 mikronów, którą potwierdziły testy w komorze solnej. Duża zmienność w grubości w obrębie produkowanych paneli powoduje znacznie większe zużycie proszku emalierskiego niż zakładano to na etapie rozwoju produktu i kalkulacji kosztów. Średnia grubość powłoki niemal dwukrotnie przekraczała wymaganą minimalną grubość.
Jak przebiega proces? Materiałem wejściowym są surowe panele, na które po przygotowaniu powierzchni w procesie odtłuszczania w komorze emalierskiej elektrostatycznie nanoszony jest proszek.
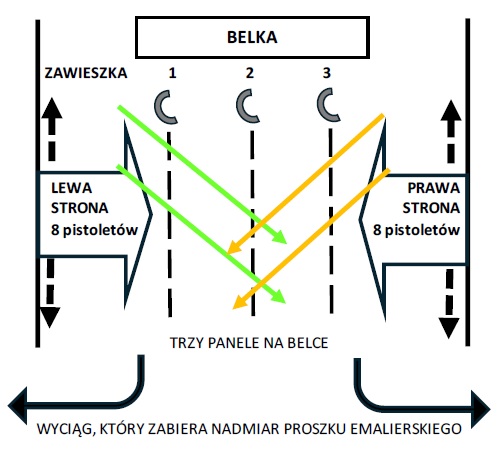
Panele wjeżdżają do komory emalierskiej zawieszone na belkach. Na każdej belce są trzy zawieszki lewa: 1, środkowa: 2 i prawa: 3 – tym samym jedna belka = 3 panele. Belki wjeżdżają jedna po drugiej z zadaną przez operatora maksymalną prędkością, przy której jest on w stanie utrzymać minimalną wymaganą grubość. Zarówno po lewej jak i po prawej stronie komory emalierskiej (można to sobie wyobrazić jako tunel) pracują 4 pary pistoletów emalierskich wykonując ruch góra dół. Pistolety odpowiedzialne są za transport proszku, który ma zostać „napylony” na panele. Część proszku, która zostanie osadzona na detalach zostanie w kolejnej operacji utwardzona w piecu. Pozostała za pomocą specjalnego odciągu zostanie „odkurzona” aby zmniejszyć poziom zabrudzeń w maszynie. Schematycznie pokazuje to rysunek poniżej.
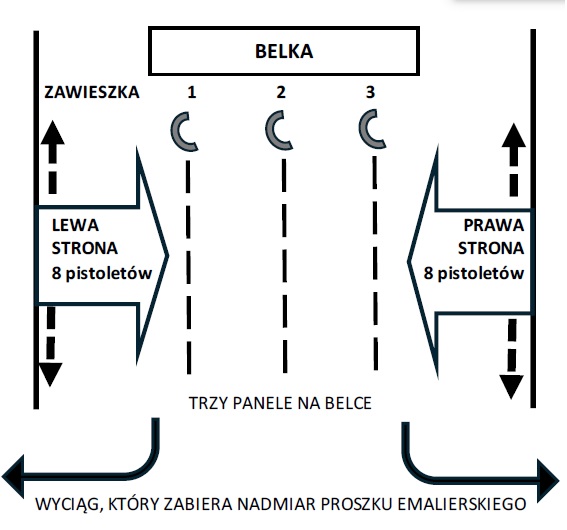
Rys. 1. Komora emalierska
W codziennej produkcji grubość paneli kontrolowana jest co godzinę. Mierzone są trzy panele w wielu punktach, na całej powierzchni z obu stron. Specjalnie stworzony do tego program wylicza statystyki na podstawie których operator ma podjąć decyzję czy potrzebna jest korekcja parametrów pistoletów służących do nanoszenia proszku. Decyzja o tym czy zmniejszyć, czy zwiększyć grubość powłoki podejmowana jest na podstawie wymagań dotyczących:
- minimalnej średniej z wielokrotnego pomiaru grubości
- braku pomiarów poniżej wymaganego minimum
- dopuszczalnej ilości pomiarów nieznacznie przekraczających minimalną wymaganą grubość.
W zależności od wyniku kontroli proces pozostaje bez zmian bądź modyfikowane są parametry pistoletów emalierskich.
Pierwszym etapem projektu było zweryfikowanie systemu pomiarowego, które potwierdziło jego wystarczającą precyzję.
Kolejnym krokiem, mającym na celu ocenić zakres zmienności grubości w panelach bez regulacji dokonywanych na co dzień przez operatorów było „małe” próbkowanie, pokazane schematycznie poniżej
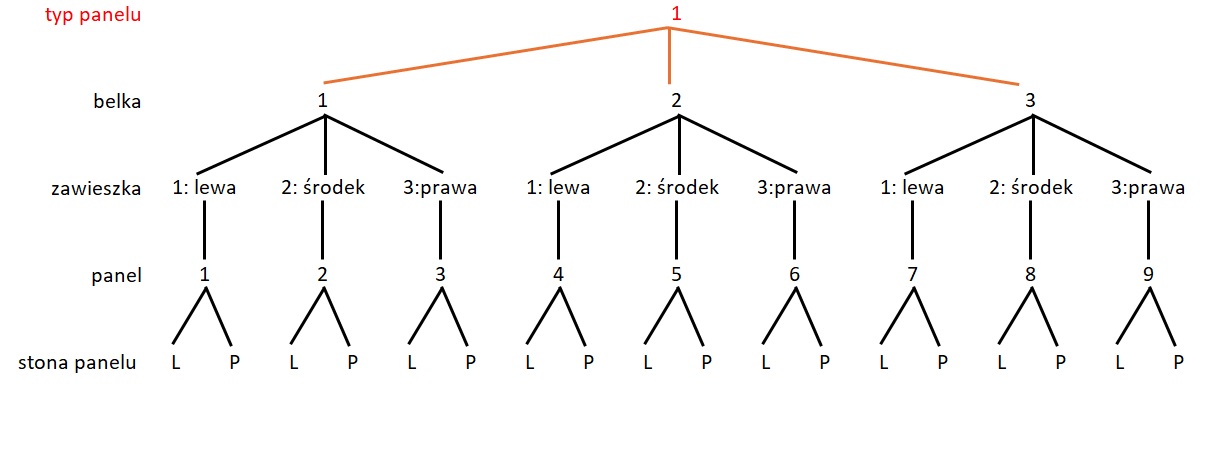
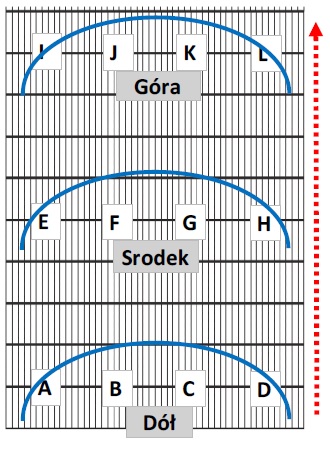
Pobraliśmy panele z 3 kolejnych belek jedna po drugiej. Dawało to łącznie 9 paneli, z których 3 pochodziły z zawieszki lewej (panel 1, 4, 7), trzy ze środkowej (panel 2,5,8) i trzy z prawej (panel 3, 6, 9). Każdy panel został zmierzony ze swojej „lewej” i „prawej” strony w z góry zdefiniowanych i zawsze tych samych 12 punktach jak to pokazuje Rys 2.
Strony panelu oznaczono zgodnie z orientacją paneli w komorze emalierskiej jak to widać na Rys 1.
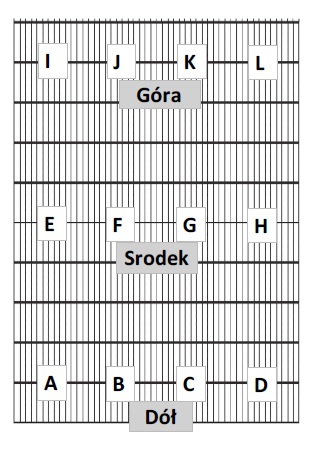
Rys. 2. Oznaczenie lokalizacji na panelu
Punkty A – D to dół panelu (nisko w komorze emalierskiej), punkty E – H to jego środkowa część, a punkty I – L to górna część panelu (najbliżej belki).
Łącznie każdy z 9 paneli zmierzono w 12 punktach z każdej strony (lewa, prawa), co dało 24 pomiary na panel, łącznie 216 pomiarów. Wyniki pokazuje wykres poniżej.
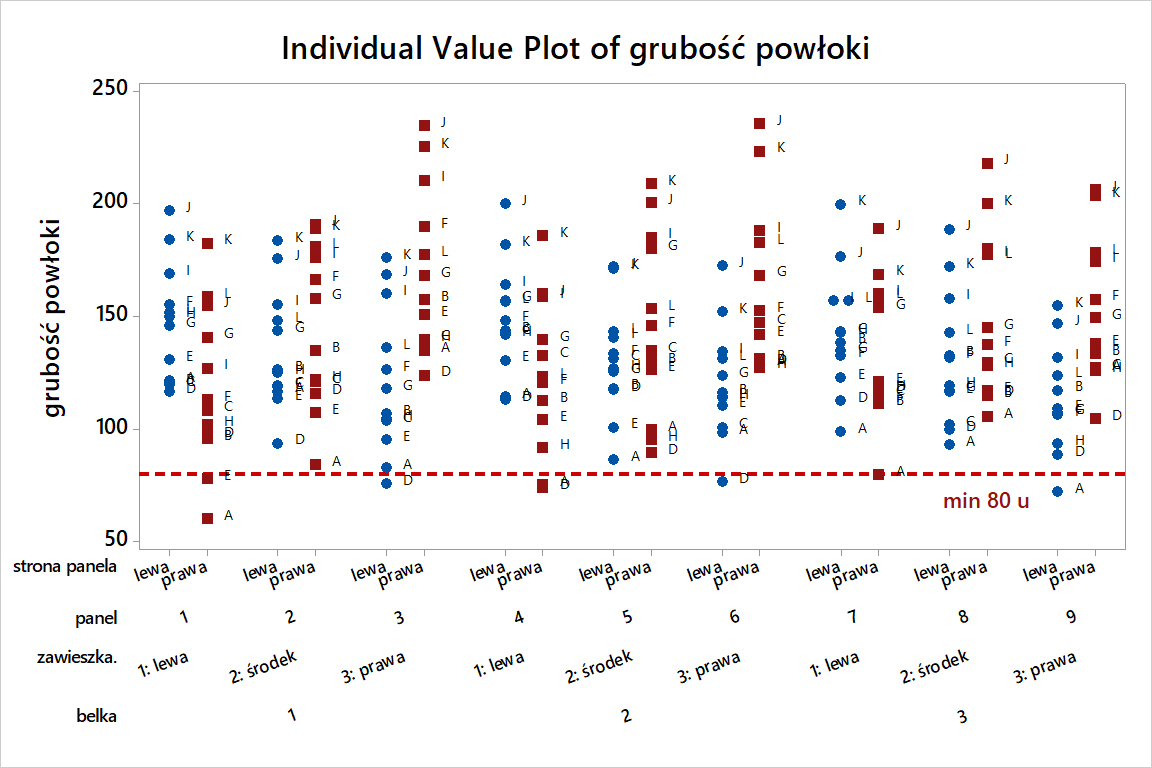
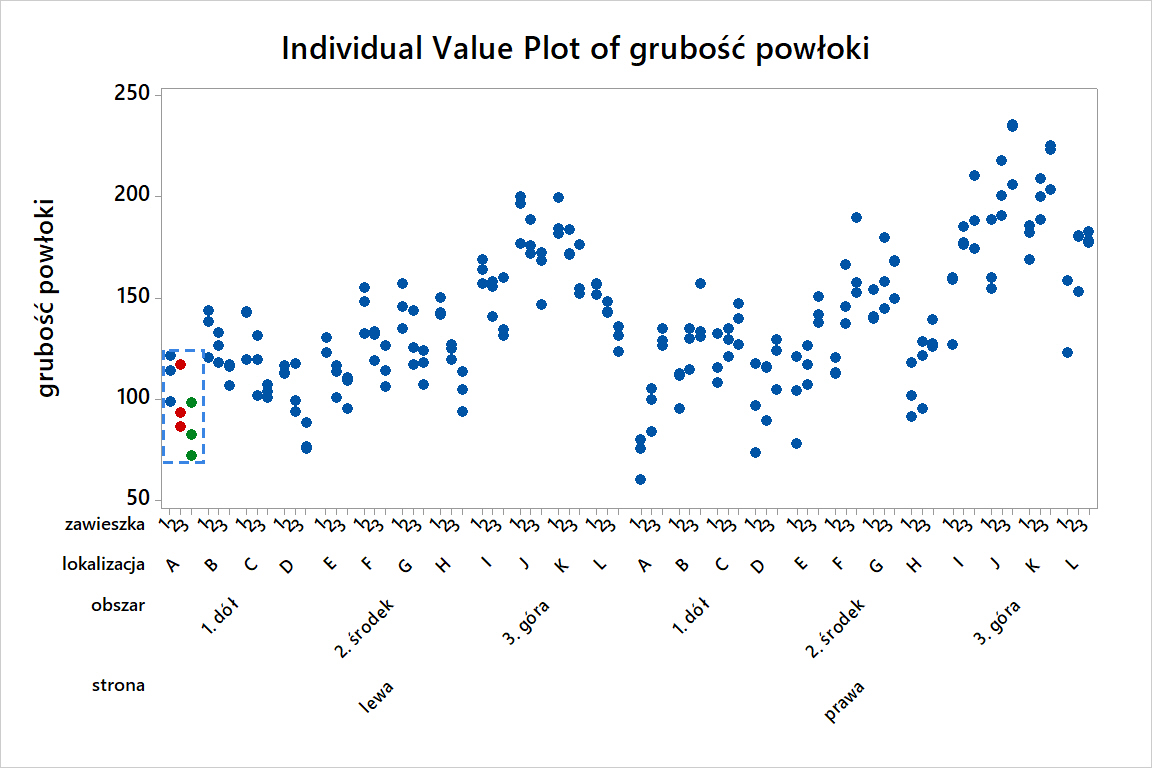
Wykres 1
Pomimo że pobrano 9 kolejnych paneli z następujących zaraz po sobie belek zmienność w grubości jest ogromna, bo od 60 do 236 mikronów. Ilość proszku emalierskiego, której trzeba użyć, aby spełnić warunek minimum przy takiej zmienności jest rzeczywiście problemem. Każde zmniejszenie jej zakresu przyniesie realne i natychmiastowe oszczędności.
Widzimy również, że kolejne belki i panele nie różnią się od siebie, nie ma również różnic pomiędzy stronami. Dominującym źródłem zmienności jest zmienność w obrębie panelu (zmienność pomiędzy lokalizacjami A do L). Wykreślmy zatem te same dane, ale w odniesieniu to lokalizacji w obrębie panelu.
Wykres 2
Żeby zrozumieć analizę, która za chwilę nastąpi trzeba zrozumieć jak wykreślone są wyniki pomiaru grubości na Wykresie 2, ponieważ takie widoku użyjemy to uzyskania końcowych wniosków.
- Pierwsze trzy niebieskie kropki od lewej (te w obrębie niebieskiego pudełka) oznaczają wyniki pomiaru grubości dla 3 paneli pobranych z zawieszki 1 (z trzech kolejnych belek), zmierzone w punkcie A z lewej strony panelu, przy czym punkt A leży w jego dolnym obszarze.
- Trzy czerwone kropki oznaczają grubość powłoki w punkcie A z lewej strony zmierzone dla 3 paneli ze środkowej zawieszki.
- Analogicznie kropki zielone oznaczają wyniki w tym samym punkcie dla 3 paneli pobranych zawieszki trzy, czyli tej z prawej strony.
- Równocześnie wysokość niebieskiego pudełka pokazuje zmienność grubości emalii w punkcie A z lewej strony a jego położenie pokazuje średnia grubość w tym punkcie.
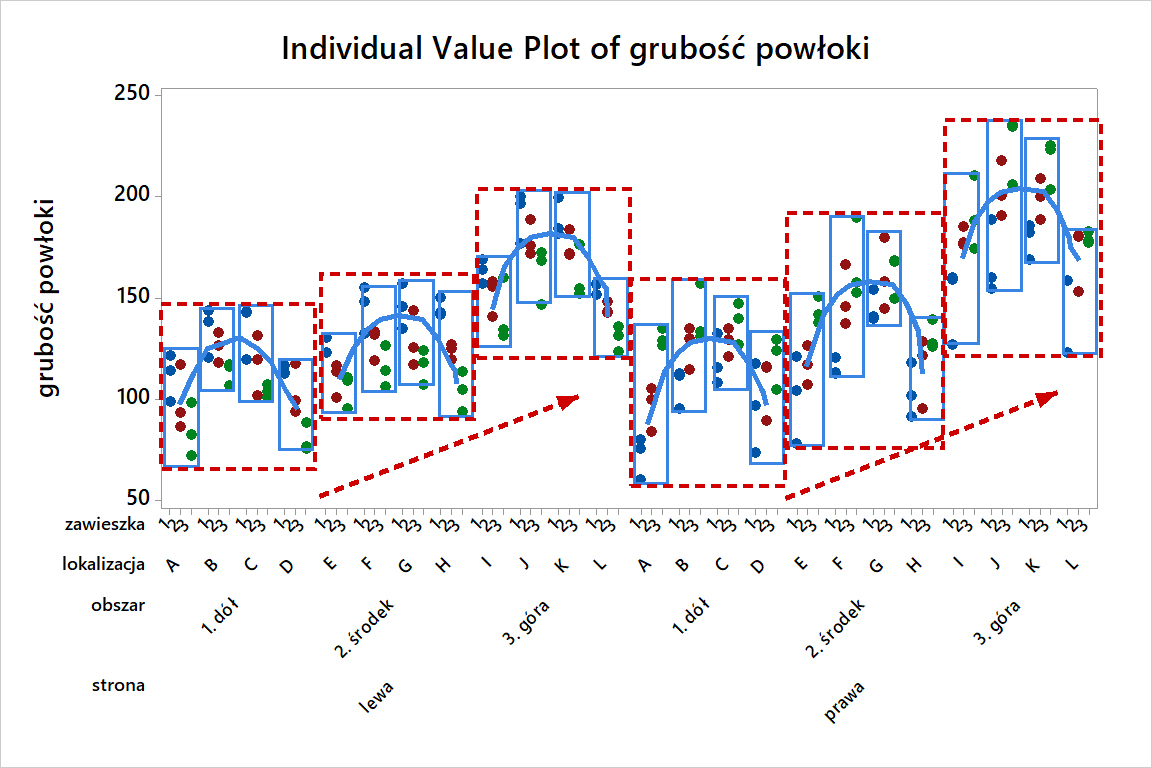
Wykres 3
Wykres 3 pokazuje dwa efekty systematyczne:
1. Efekt 1: obszar do obszaru: Grubość powłoki śnie od dołu do góry panelu (czerwona strzałka)
2. Efekt 2: lokalizacja do lokalizacji: pręty wewnątrz panelu mają większą grubość niż te zewnętrzne (niebieski łuk)
Oba efekty pokazuje również Rys 3.
Rys. 3
Najczęściej, żeby ustalić związek przyczynowo skutkowy i zredukować zmienność potrzebujemy eksperymentowania. Wyjątkiem jest sytuacja taka jak ta. Zwykle osoby znające produkt i proces dostając informacje o występowaniu takich efektów systematycznych potrafią je powiązać z konkretną przyczyną. I tak:
- Efekt zmienności obszar do obszaru, czyli to, że w dole komory emalierskiej grubość jest najniższa i rośnie wraz z wysokością powiązano z tym, że wyciąg zbierający proszek, który nie opadał dno komory był ustawiony na maksymalną moc. Powodem takiego ustawienia była redukcja częstotliwości przestojów powodowanych przez konieczność czyszczenia komory. Zmniejszenie mocy wyciągu zniwelowało ten efekt całkowicie.
- Efekt zmienności lokalizacja do lokalizacji, czyli że grubość zmienia się w poprzek panelu, powiązano z amplitudą pistoletów. W najprostszych słowach: ze względu na zmiany w prędkości często pistolety wykonując swój ruch wykonywały nie pełną ilość cykli góra dół dla kolejnych belek. Łuk widoczny na Rys 3 zmieniał się w czasie, gdybyśmy pobrali panele innego dnia pewnie byłby inaczej wygięty, ale na pewno powtarzalny w obrębie kolejnych belek. Wyrównanie amplitudy, tak aby każda belka spotykała dwukrotny ruch góra dół od wszystkich pistoletów całkowicie wyeliminowała ten efekt.
Wykres 4 pokazuje, że mamy jeszcze trzeci efekt systematyczny dla tych samych danych.
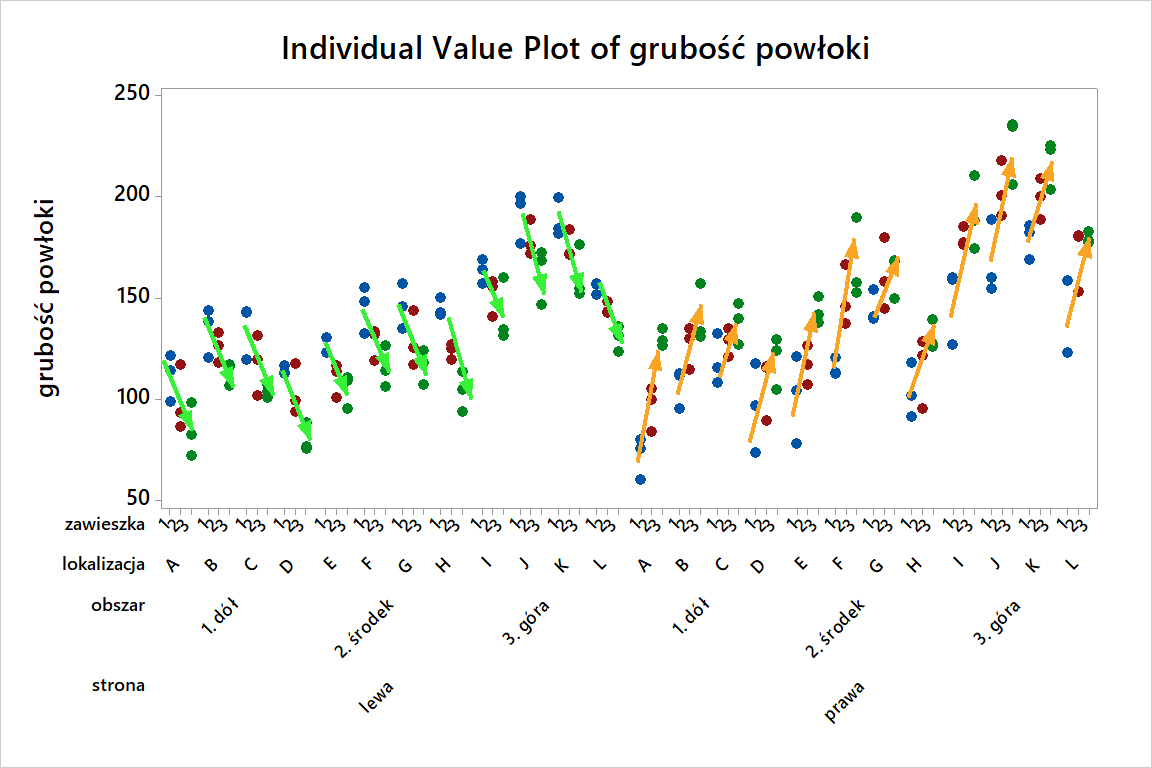
Wykres 4
Efekt 3: zawieszka do zawieszki: panele mierzone w danym puncie z lewej strony zawsze pokazują trend pokazany przez zieloną strzałkę. Panele z zawieszki 1 mają najwyższy wynik, środkowe średni a te z prawej zawieszki – najniższy. Efekt ten wygląda odwrotnie, co pokazuje pomarańczowa strzałka, kiedy mierzymy panel z prawej strony.
Efekt ten nie był zaskoczeniem, jest on związany z tym, że w elektrostatycznym przyciąganiu proszek – panel oprócz różnicy potencjałów istotna jest również odległość. Pistolety działające z lewej strony komory są najbliżej paneli zawieszonych na zawieszce 1 i tam grubość jest najwyższa, analogicznie dla pistoletów pracujących z prawej strony. Pokazuje to Rys 4.
Rys. 4
Z tym efektem nie damy rady nic zrobić, ponieważ tak zorganizowany jest ten proces.
Po wprowadzeniu zmian w mocy odciągu i amplitudzie pistoletów zebraliśmy dane w taki sam sposób: 9 paneli z trzech kolejnych belek zmierzone z obu stron w 12 punktach. Wyniki i ich porównanie do pierwotnych pomiarów przedstawia Wykres 5.
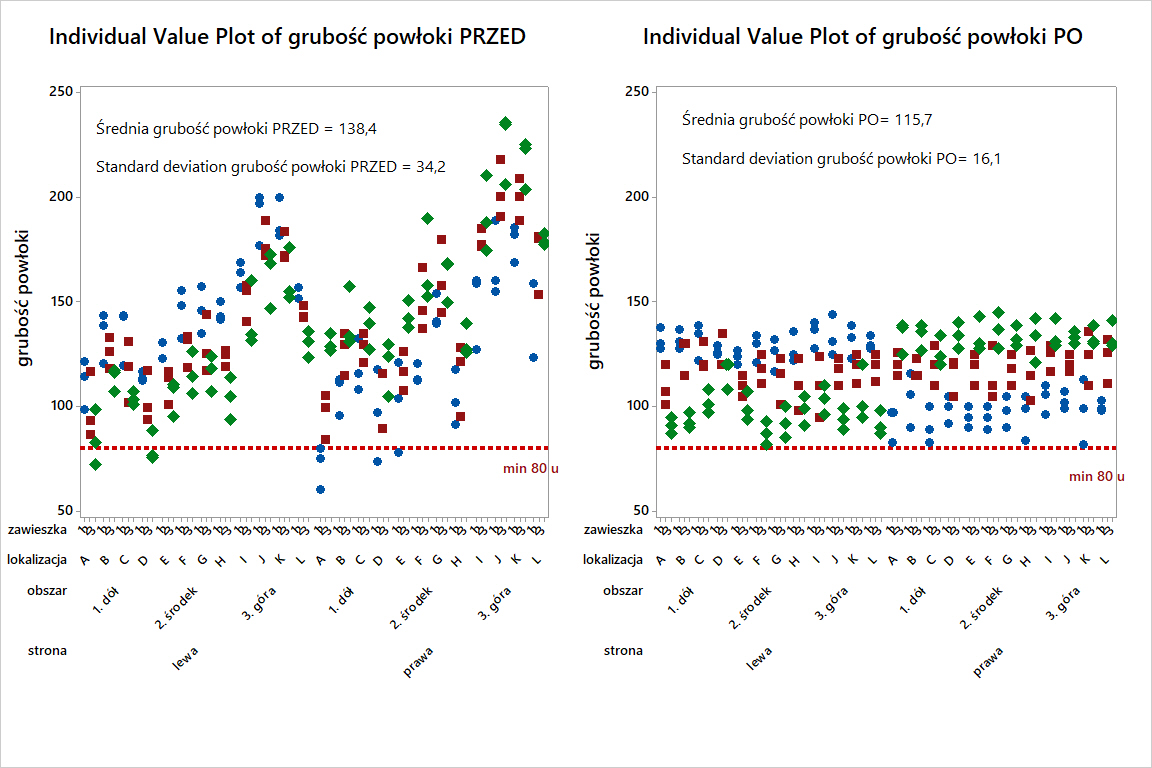
Wykres 5
Z trzech efektów systematycznych pozostał tylko ten wynikający z odległości pistolet panel, czyli zawieszka do zawieszki. Eliminacja przyczyn pozostałych dwóch pozwoliła zmniejszyć zmienność o połowę! a dzięki temu obniżyć średnią przy zachowaniu wymaganej minimalnej grubości panelu. Spadek konsumpcji proszku emalierskiego można liczyć w dziesiątkach ton rocznie a oszczędności w skali roku w setkach tysięcy złotych.
Plany próbkowania poszukujące efektów systematycznych są najefektywniejsze. Robienie nawet największej ilości pomiarów i ich późniejsze agregowania w różnych wskaźnikach statystycznych maskuje efekty systematyczne i nie pozwala na optymalizację.
Poszukujcie efektów systematycznych zbierając dane w odpowiedni sposób. Nie liczy się ilość a jakość danych. Analizujcie w sposób praktyczny. Wykres Pudełkowy w przypadku danych zebranych z obserwacji procesu często jest jedynym potrzebnym.
