
Grawitacyjne odlewanie aluminiowych zacisków hamulcowych - redukcja rzadkiej wady powierzchniowej z użyciem DOE
Producent aluminiowych zacisków hamulcowych był w końcowej fazie projektowania procesu odlewania nowego zacisku. Produkcja seryjna odbywała się na dwóch półautomatycznych maszynach prototypowych oraz na jednej w pełni automatycznej linii odlewniczej. Docelowo maszyny prototypowe mają zostać zastąpione kolejnymi liniami automatycznymi, na to jednak trzeba poczekać – czas realizacji dostawca oszacował na 7 do 9 miesięcy. Dlatego to tego czasu maszyny prototypowe muszą być używane.
Na czym polega proces?
Skupimy się na maszynach prototypowych, które aktualnie stanowią 2/3 mocy produkcyjnych.
- Przygotowanie kokili: Kokila, czyli forma odlewnicza składa się dwóch połówek. Każda z nich jest pokrywana powłokami izolacyjnymi o różnej grubości – co pozwala sterować odbiorem ciepła i wspierać krzepnięcie kierunkowe. Po zamontowaniu kokili w kokilarce jest ona nagrzewana do temperatury roboczej.
- Ręczne zalewanie formy: Operator wlewa ciekły stop aluminium przez układ wlewowy
- Grawitacyjne wypełnianie i zasilanie odlewu: Metal rozpływa się w formie, następuje odpowietrzenie układu oraz kompensacja skurczu przez nadlew
- Krzepnięcie: W zamkniętej kokili zachodzi kontrolowane krzepnięcie kierunkowe – tak aby ewentualną porowatość skurczową odprowadzić do nadlewu. Krzepnięcie jest wymuszane chodzeniem i różnym stopniem izolacji powłok o których mowa w punkcie 1.
- Otwarcie formy i wyjęcie odlewu: Po zakończeniu krzepnięcia forma otwiera się automatycznie a operator wyjmuje zacisk i przekazuje go do chłodzenia w wodzie.
- Odcięcie nadlewu i postarzanie: Operator odcina nadlew i przekazuje gotowy zacisk do obróbki cieplnej w specjalnym piecu – zwiększa to wytrzymałość mechaniczną odlewu.
- Pakowanie i wysyłka: Następnie odlewy są pakowane i wysyłane do klienta
Na czym polega problem?
Na powierzchni odlewu, zawsze w okolicach bazy pod obróbkę mechaniczną (zawsze to samo miejsce) powstaje pęknięcie (crack). Jest to wada, która nie występuje na żadnym innym typie zacisków. Nie występuje również na tych zaciskach dostarczanych klientowi przez konkurencję. Dodatkowo występuje niezwykle rzadko i jest widoczna dopiero po procesie postarzania. W przeciągu 4 miesięcy odnaleziono ok 150 zacisków z pęknięciem.
Pomimo wprowadzenia 100% kontroli po procesie postarzania i kolejnej 100% kontroli w trakcie procesu pakowania odlewów do wysyłki – klient zgłasza kolejne reklamacje na tą wadę. Po kolejnej z nich klient żąda, aby całkowicie tą wadę usnąć – skoro konkurencja nie ma tych problemów oznacza że można produkować zaciski bez tych pęknięć.
Pierwsze podejście do znalezienia przyczyny źródłowej
Konsultant OpEx Group realizował w tym czasie projekt problem solvingowy na innym typie zacisków. Zapytany o radę jak podejść do tego zagadnienia polecił, aby technolodzy i inżynierowie działu R&D pracujący nad rozwojem nowego procesu spróbowali celowo wyprodukować pęknięcie. Jeżeli potrafimy wyprodukować taką rzadką wadę – szybko znajdziemy przyczynę. Niestety mimo kilkudniowych prób nie udało się to.
W takich sytuacjach, gdy wiedza o procesie i o produkcie jest bardzo wysoka (a tu tak było), dostępny jest czas i sprzęt na testy, a mimo to przyczyny nie udaje się znaleźć oznacza to jedną rzecz – mamy do czynienia z interakcją. Żeby się o niej nauczyć konieczne jest przeprowadzenie planowego eksperymentu.
Zaplanowaliśmy DoE, którego celem było wyprodukowanie pęknięcia
Czynniki i poziomy wybrane do eksperymentu:
- Maszyna 1 vs 2: Problem pęknięć dotyczył tylko maszyn prototypowych. 84% złych sztuk odesłanych przez klienta pochodziło przy tym z maszyny nr 1. Nie oznacza to jednak, że jesteśmy pewni, że problemem jest maszyna – patrz czynnik B.
- Forma M6 vs M5: Kokila M6 wyprodukowała 78% złych sztuk odesłanych przez klienta. Po sprawdzeniu okazało się, że forma M6 zawsze była montowana na maszynie 1. Dzięki czynnikom A i B dowiemy się czy problemem jest maszyna czy forma a może ich wspólne połączenie. Kokila M5 nie wyprodukowała żadnej złej sztuki będzie drugim poziomem testowania.
- Grubość warstwy izolacyjnej w okolicach bazy pod obróbkę mechaniczną zużyta vs zgodna z technologią: Jak już to opisano powyżej formy odlewnicze są pokrywane warstwą lakieru o różnym stopniu izolacji termicznej. Pozwala to wymuszać krzepnięcie kierunkowe – a tym samym unikać porowatości skurczowej. Istniała teoria, że formy używane są zbyt długo, przez co zużyta powłoka może powodować zły rozkład temperatur a co za tym idzie pęknięcia w okolicach bazy. Przetestujemy idealnie pomalowane formy a potem mechanicznie pocienimy warstwę izolacyjną symulując zużycie.
- Czas krzepnięcia 220s vs 260s: Ten czynnik jest powiązany z czynnikiem E – bezpośrednio nie powinien mieć wpływu na powstawanie pęknięć.
- Temperatura formy 320 vs 400 oC: ten czynnik był głównym podejrzanym. Podejrzewano, że forma ze względu na brak automatycznego zalewania jest przegrzewana a to jest przyczyną pęknięć. Operator ma obowiązek utrzymywania temperatury formy w przedziale 340-360 o Zbyt długie opóźnieniu w zalaniu powoduje wzrost temperatury – 400oC to bardzo duże przegrzanie. Temperatura 320 jest temperaturą minimalną, którą stosowano na początku produkcji – wtedy klient pęknięć nie zgłaszał. Powodowała ona jednak powstawanie porowatości zewnętrznej, dlatego została podniesiona do 340.
5 czynników na dwóch poziomach przetestować możemy na dwa sposoby: 25=32 przebiegi oraz 25-1V=16 przebiegów i ten projekt eksperymentu wybraliśmy.
Wyniki DoE i przyczyna źródłowa
W każdym przebiegu eksperymentu wyprodukowaliśmy 10 zacisków – czyli podczas całego DoE 160 sztuk. Wyprodukowaliśmy 102 dobre zaciski, ale pozostałe 58 miały pęknięcia w okolicach bazy lub nawet oderwanie całej okolicy bazy pod obróbkę mechaniczną. Oznacza to, że analiza tego DoE powie nam jak wyeliminować tą wadę. Y, czyli odpowiedź z eksperymentu jest prostą proporcją złych sztuk w danym przebiegu do 10 – czyli wszystkich wyprodukowanych w danej konfiguracji. W siedmiu przebiegach DoE frakcja złych sztuk wyniosła 0% w pozostałych od 10 do 90% złych sztuk. Wykres Pareto poniżej pokazuje efekty aktywne.
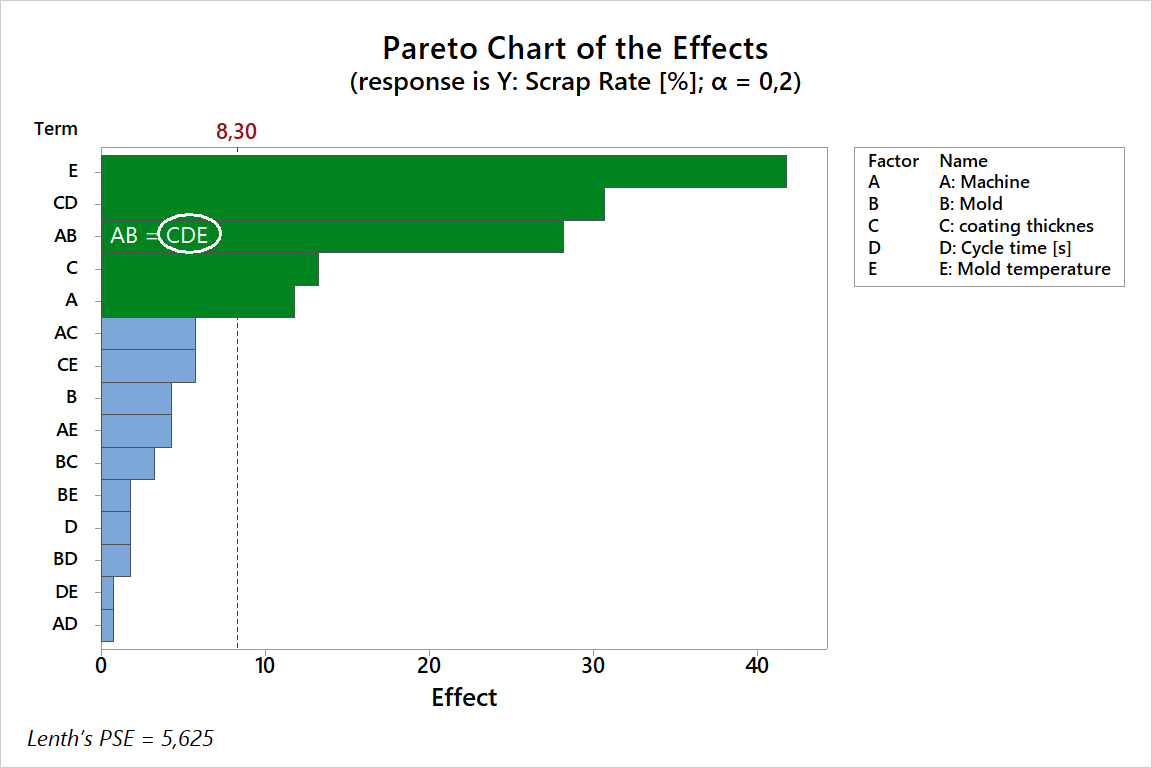
Biorąc pod uwagę wielkości efektów (czyli to o ile procent jesteśmy w stanie wpłynąć na ilość pęknięć) jako aktywne oznaczamy te które są większe niż 10%. Dodatkowo, pamiętając o strukturze uwikłań oraz ze względu na nielogiczny przebieg interakcji AB jako aktywną oznaczamy interakcje 3-go rzędu CDE.
Podsumowując, efekty które kreowały zmienność to:
Efekt na Scrap Rate total [%]
A: Machine -11,79
C: Coating thickness 13,21
E: Mold temperature 41,79
C: Coating thickness*D: Cycle time [s] 30,71
C: Coating thickness*D: Cycle time [s]*E: Mold temp 28,21
R-sq R-sq(adj)
96,86% 95,30%
Za pomocą tych efektów można wytłumaczyć ponad 95% zmienności wykreowanej w tym DoE.
Jedynym efektem, który nie jest w interakcji z innymi czynnikami testowanymi w tym DoE jest czynnik A. Brak interakcji oznacza że efekt A będzie przebiegał w podobny sposób, bez względu na to jak zostaną ustawione pozostałe czynniki. Efekt maszyny 1 vs 2 pokazuje wykres poniżej.
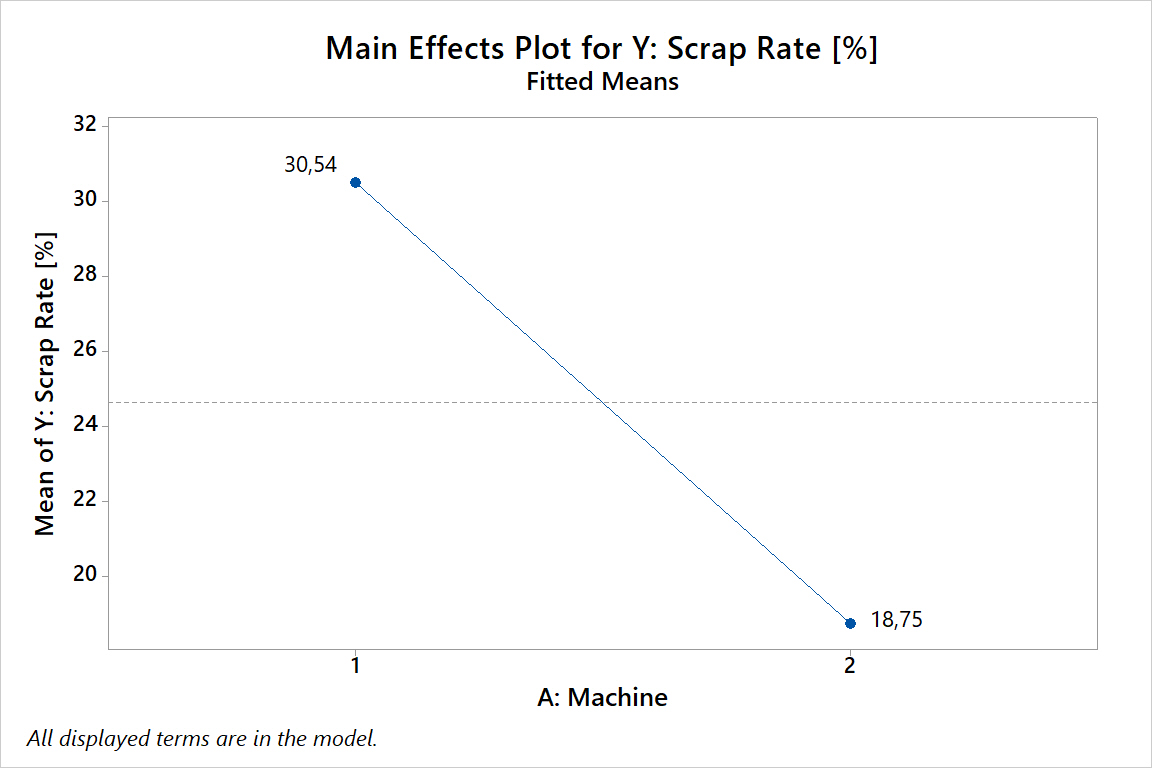
Efekt A: Maszyna potwierdza, że różnica w ilości pęknięć może być przypisana maszynie 1, która podczas DoE wyprodukowała średnio 30,54% złych sztuk na przebieg. Forma M6, którą również podejrzewano o powodowanie błędów nie okazała się istotna.
Pozostałe czynniki C: grubość powłoki izolacyjnej, D: czas krzepnięcia oraz E: temperatura formy są w aktywnej interakcji, co oznacza, że analizowanie ich efektów głównych nie ma sensu, ponieważ będą one zależeć od ustawienia każdego z tych czynników. Najłatwiej zobaczyć to na Wykresie Pudełkowym przedstawionym poniżej.
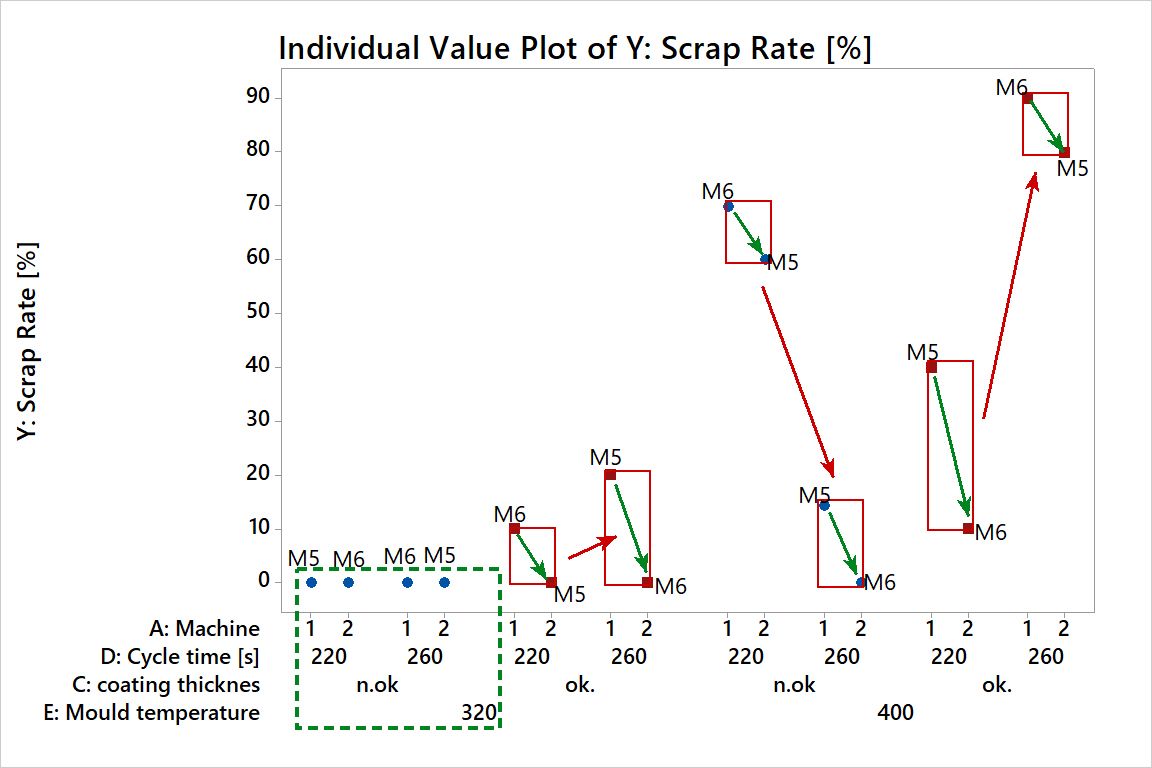
Głównym czynnikiem powodującym pęknięcia jest temperatura formy. Nie oznacza ona jednak automatycznie powstawania pęknięć. Jednocześnie obniżenie tej temperatury nie gwarantuje że pęknięć nie będzie. Dopiero poznanie interakcji CDE pokazuje, że przy obniżonej temperaturze formy i niższej grubości powłoki izolującej uzyskujemy 0 pęknięć. Możemy w takim ustawieniu wybrać czas cyklu, nie ma również różnic miedzy maszynami.
To co nazywano pęknięciem (wizualnie mogło to tak wyglądać) było w rzeczywistości mikro wyrwaniem nie do końca zakrzepniętego odlewu z formy. Ustalony poziom grubości warstwy izolacyjnej w tym obszarze formy był za wysoki, co powodowało przegrzewanie się odlewu. Docelowo trzeba będzie zmniejszyć izolacje w tym obszarze, żeby odlew był w stanie całkowicie zakrzepnąć.
Na wykresie powyżej widać również, że to maszyna 1 a nie forma M6 była winna powstawaniu większości pęknięć. Przyczyną tego był fakt, ze względu miejsce umieszczenia termopary w maszynach prototypowych, maszyna 1 pokazywała zaniżoną temperaturę rzeczywistą formy w okolicach powstawania wad, stąd była bardziej podatna przegrzania a tym samym powstawania wad.
ARTYKUŁ W PDF
- Jeśli chcesz dowiedzieć się, jak zaplanować przeprowadzić i przeanalizować eksperyment, sprawdź jak ugotować idealne jajko.
- Jeśli chcesz zobaczyć przykład analizy DOE na poziomie zaawansowanym sprawdź ten artykuł