

Część pierwszą znajdziesz tutaj:
Definiowanie efektów statystycznie istotnych
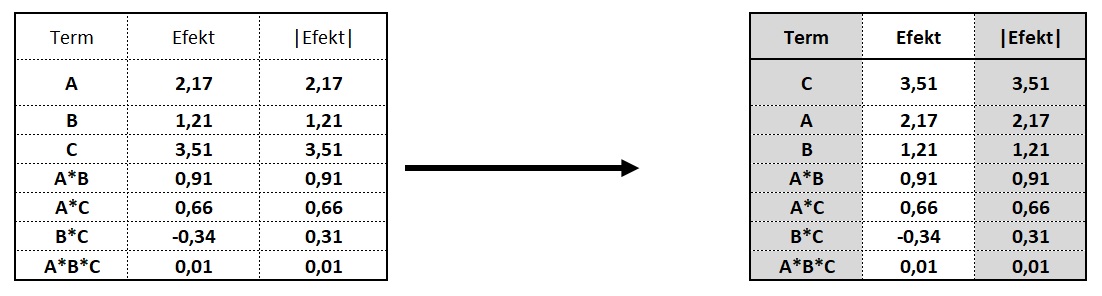
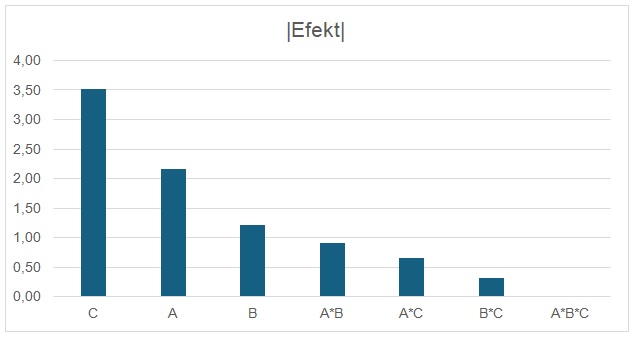
Aby wyznaczyć efekty statystycznie istotne należy narysować wykres Pareto, czyli wykreślić wartości bezwzględne z efektów malejąco.
Następnie obliczamy poziom linii, która wskaże efekty statystycznie istotne (profesjonalnie nazywa to się ME od ang. Margin of Error). Sposobów na jej znalezienie jest kilka, my zastosujemy klasyczną metodę Lenth’a zgodnie z krokami pokazanymi w tabeli poniżej
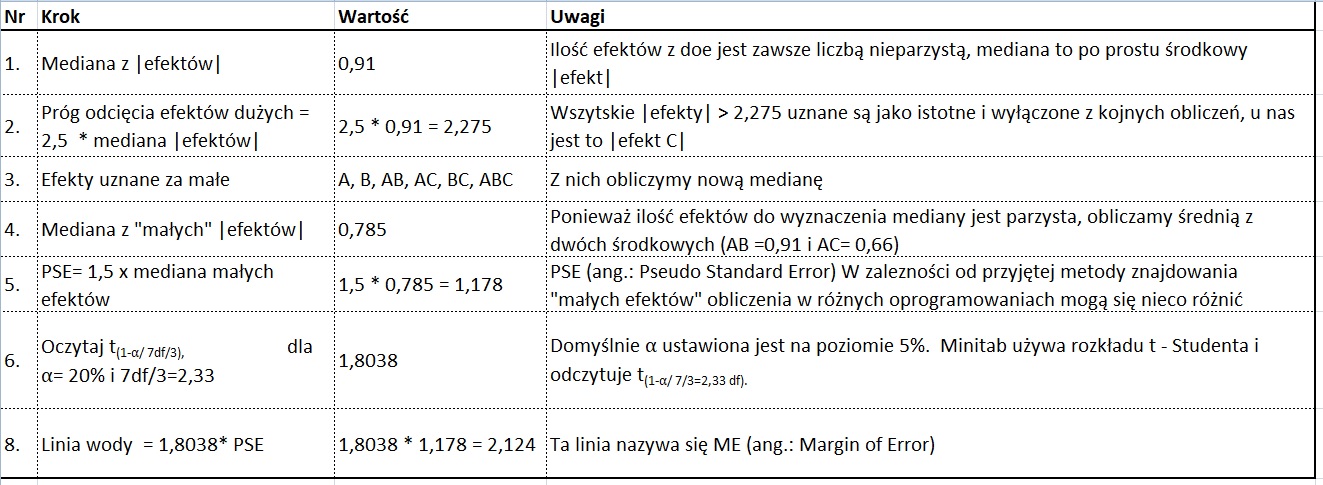
Kliknij, aby powiększyć
Linię nakładamy na wykres Pareto i ostatecznie wygląda on tak:
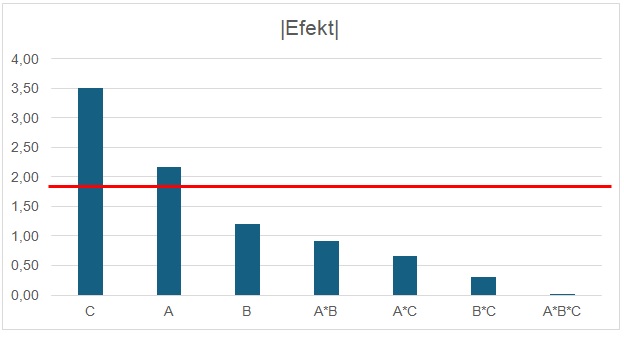
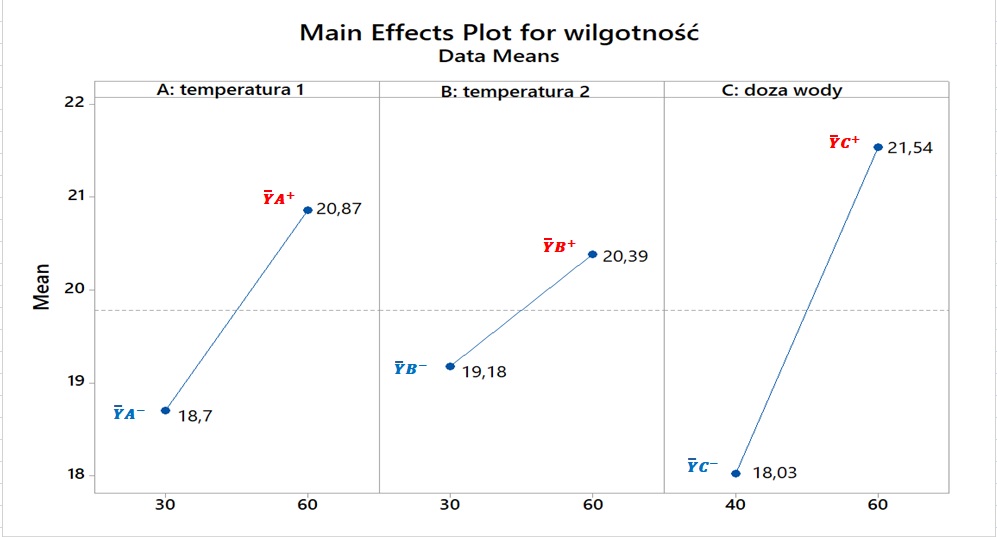
Linia oddziela od siebie efekty statystycznie istotne od tych które powinniśmy uznać za zakłócenia. Co krytyczne w tym miejscu, statystyczna istotność to nie wszystko. Statystyka to tylko sugestia. To na czym powinniśmy bazować to wielkość efektu. Wielkość efektu oznacza dla nas możliwość wpływu na y, czyli wilgotność proszku. W tym przypadku efekty większe od 1% są dla nas istotne praktycznego punktu widzenia, w związku z tym do dalszych rozważań do statystycznie istotnych efektów głównych C i A, dołożymy jeszcze efekt B. Ich końcowa interpretacja polega na narysowaniu wykresów efektów głównych. Wykres Efektu Głównego powstaje przez połączenie linią średnich z y obliczonych dla obu poziomów danego czynnika.
Kliknij, aby powiększyć
Efekt A:
Zmiana temperatury 1 z 30oC na 60oC powoduje wzrost średniej wilgotności proszku o 2,17% ze średniej wilgotności 18,7 % na średnią wilgotność 20,87 %.
Efekt B:
Zmiana temperatury 2 z 30oC na 60oC powoduje wzrost średniej wilgotności proszku o 1,21% ze średniej wilgotności 19,18 % na średnią wilgotność 20,39 %.
Efekt C:
Zmiana dozy wody z 40 na 60 % powoduje wzrost średniej wilgotności proszku o 3,51 % ze średniej wilgotności 18,03 % na średnią wilgotność 21,54 %.
Pozostało nam podsumować to czego nauczyliśmy się w tym doe. Fantastycznym wykresem jest tutaj Wykres Pudełkowy, na którym w prosty sposób pokazuje efekty o których się nauczyliśmy i jest zrozumiały dla wszystkich.
Kliknij, aby powiększyć
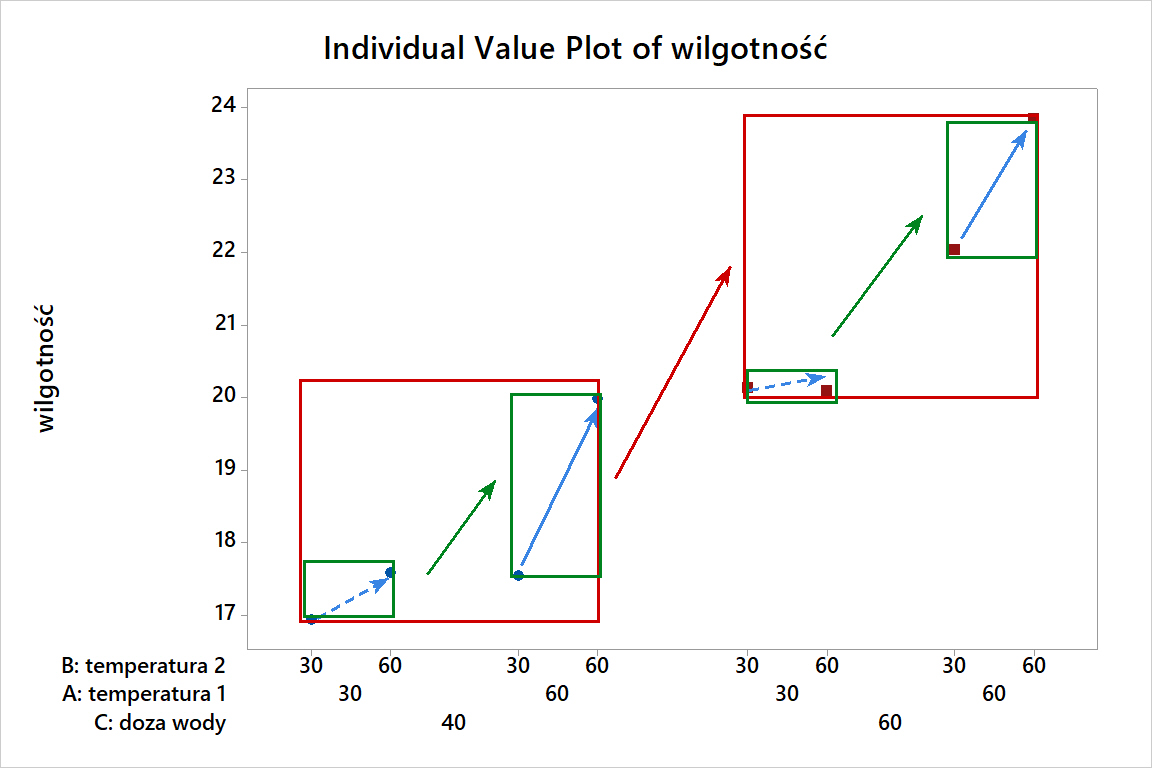
Zmienność wilgotności proszku emalierskiego wykreowana w tym doe to od 17% do 24%.
W doe testowano 3 czynniki, z których każdy okazał się istotny. Żadna z interakcji między tymi czynnikami nie okazała ważna, więc nie była rozważana.
Największy efekt to efekt C: doza wody (czerwona strzałka). Zmiana dozy wody z 40% na 60% powoduje wzrost średniej wilgotności proszku o 3,51%. Zmiana A: temperatury 1 z 30oC na 60oC (zielona strzałka) powoduje wzrost średniej wilgotności proszku o 2,17%. Ostatnim najmniejszym efektem jest B. Zmiana B: temperatura 2 z 30oC na 60oC (niebieska strzałka) powoduje wzrost średniej wilgotności proszku o 1,21%.
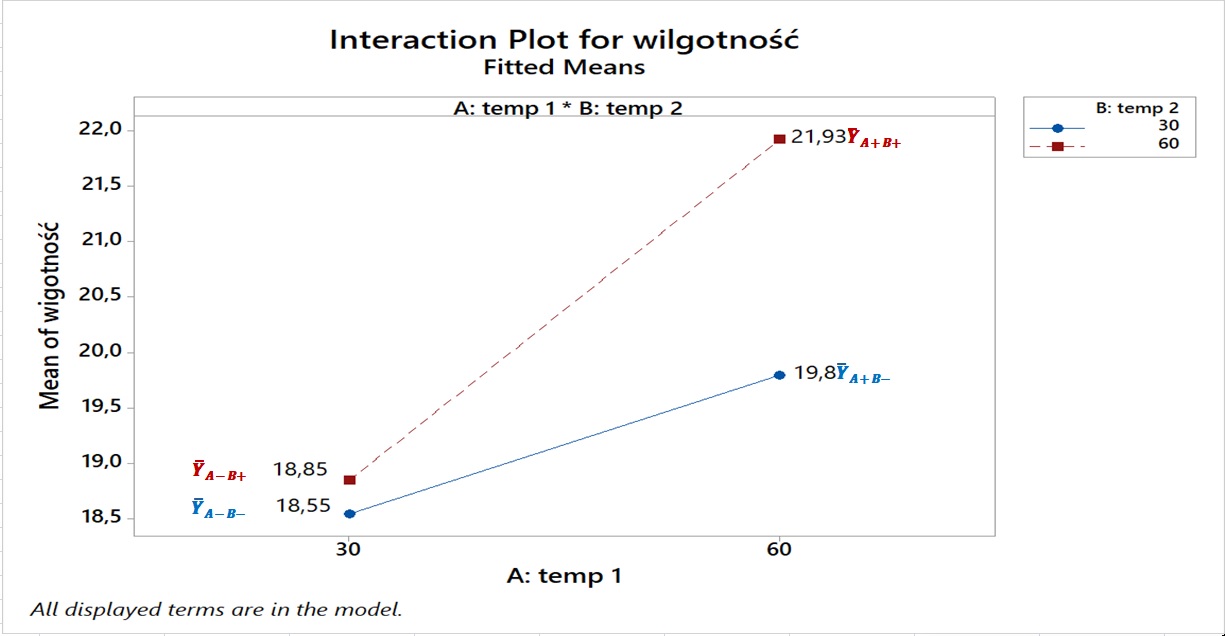
Patrząc na wykres powyżej można również zauważyć, że efekt B: temperatura 2 jest inny w zależności od tego czy temperatura 1 jest ustawiona na 30oC czy 60oC. Kiedy temperatura 1 jest ustawiona na 30oC wtedy temperatura 2 nie ma większego wpływu na wilgotność proszku. Natomiast kiedy temperatura 1 jest ustawiona na 60oC wtedy zmiana temperatury 2 ma istotny wpływ na średnią wilgotność. Jest to klasyczna interakcja, która jednak okazała się statystycznie i praktycznie nie istotna (tak, tak … trzeba uważać z tą statystyką. Żeby lepiej zrozumieć jaki jest efekt zmiany czynnika B dla różnych poziomów czynnika A narysujmy efekt interakcji AB.
Kliknij, aby powiększyć
Kiedy B: temperatura grzałki 2, jest na poziomie 30oC (niebieska linia), wtedy zmiana A: temperatury grzałki 1 z 30 na 60oC powoduje wzrost średniej wilgotności proszku z 18,55 do 19,8%, czyli średnio o 1,25%. Natomiast kiedy B: temperatura grzałki 2, jest na poziomie 60oC (czerwona linia), wtedy zmiana A: temperatury grzałki 1 z 30 na 60oC powoduje wzrost średniej wilgotności proszku z 18,85 do 21,93%, czyli średnio o 3,08%, co jest efektem bardzo dużym z praktycznego punktu widzenia, zbliżony wielkością do efektu A: doza wody.
Podsumowanie:
Celem doe było zrozumienie w jaki sposób sterować osuszaczem, aby na wyjściu otrzymać proszek o pożądanej wilgotności. Można powiedzieć, że powyższy wykres pudełkowy pokazuje, jak ustawiać maszynę, żeby osiągnąć wymaganą wilgotność – oczywiście w zakresie od 17 do 24%. Wyjście poza ten zakres wymagałoby kolejnego eksperymentu. Przy dobrze zdefiniowanych poziomach, można założyć, że interpolacja zadziała, ekstrapolacji absolutnie nie można być pewnym.
O ile osobiście uważamy, że powyższy wykres pudełkowy jest wystarczający do ustalenia ustawień osuszacza, żeby, w zależności od potrzeb dostarczał wilgotności proszku w zakresie 17-24% – można zbudować model matematyczny, równanie, które pozwoli nam przewidzieć wilgotność proszku w zależności od ustawień czynników testowanych w tym doe, ale o tym następnym razem.
W linku poniżej znajdziesz kolejną, już trzecią, część tego artykułu.
